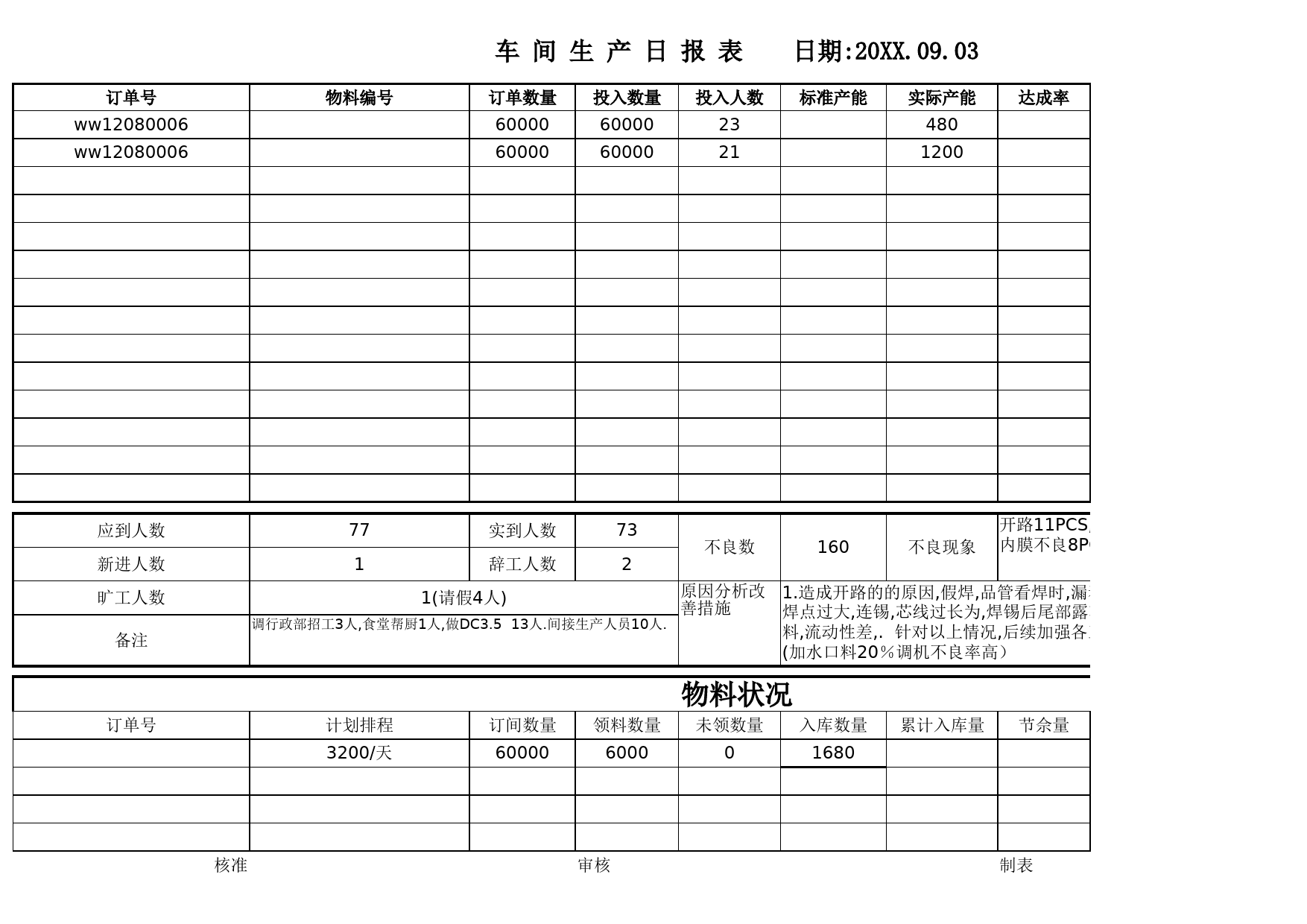
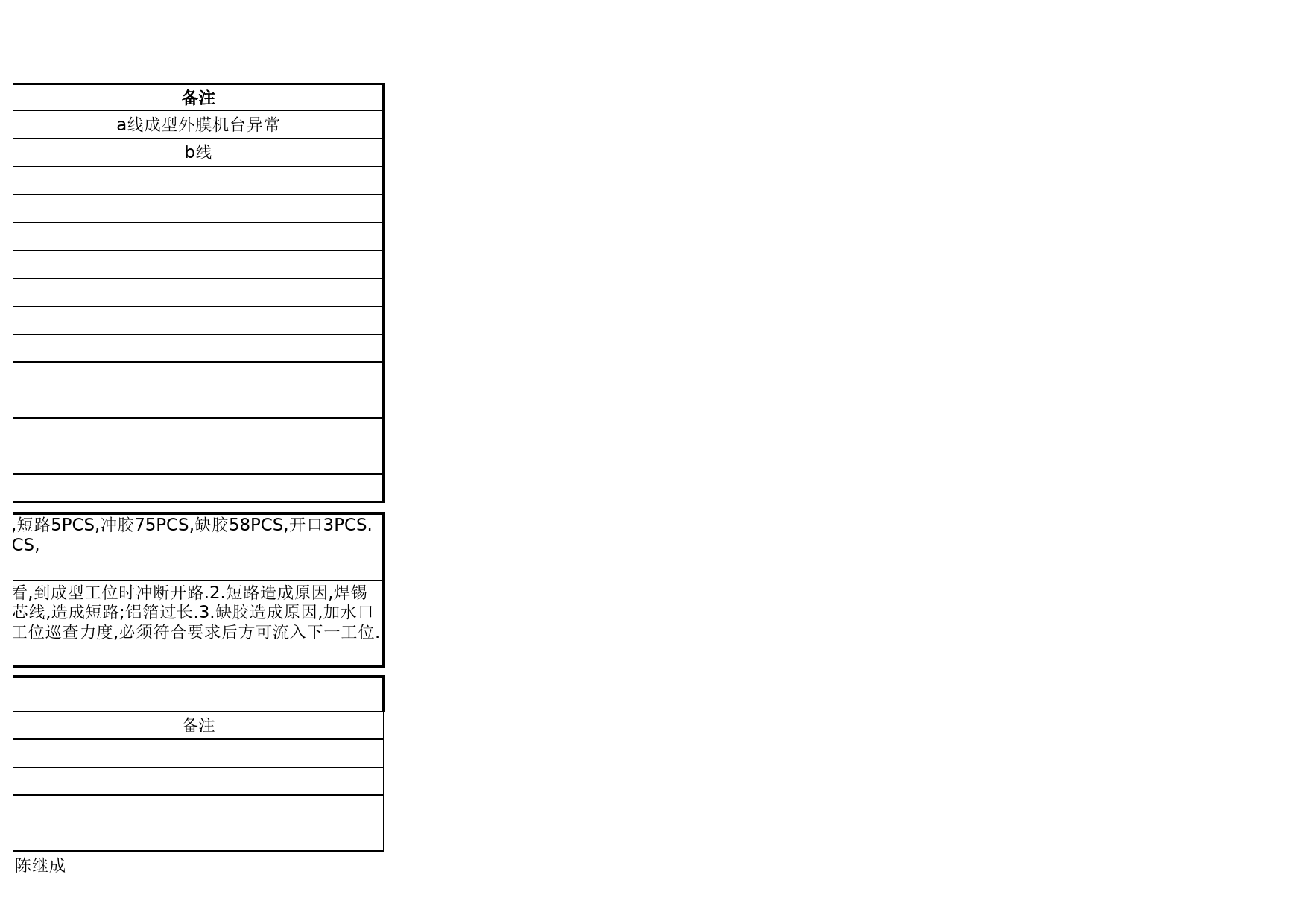
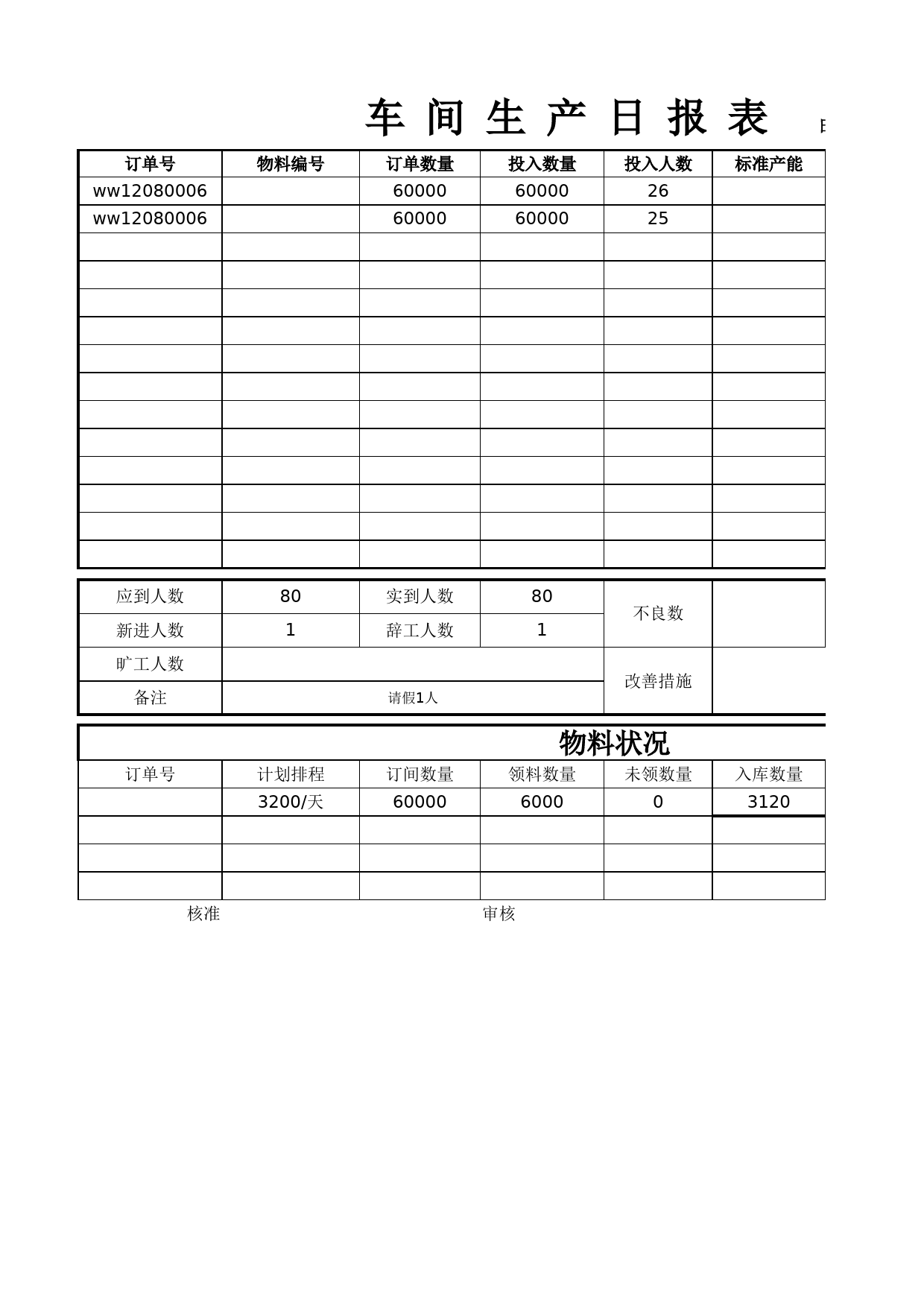
车间生产日报表日期:20XX.09.03订单号物料编号订单数量投入数量投入人数标准产能实际产能达成率ww12080006600006000023480ww120800066000060000211200应到人数77实到人数73开路11PCS,短路5PCS,冲胶75PCS,缺胶5新进人数旷工人数1辞工人数2不良数160不良现象内膜不良8PCS,备注1(请假4人)原因分析改1.造成开路的的原因,假焊,品管看焊时,漏看,到成型工位时冲断开路.2.短善措施焊点过大,连锡,芯线过长为,焊锡后尾部露芯线,造成短路;铝箔过长.3.缺订单号调行政部招工3人,食堂帮厨1人,做DC3.513人.间接生产人员10人.料,流动性差,.针对以上情况,后续加强各工位巡查力度,必须符合要求后(加水口料20%调机不良率高)物料状况计划排程订间数量领料数量未领数量入库数量累计入库量节佘量3200/天60000600001680核准审核制表备注a线成型外膜机台异常b线CS,短路5PCS,冲胶75PCS,缺胶58PCS,开口3PCS.8PCS,漏看,到成型工位时冲断开路.2.短路造成原因,焊锡露芯线,造成短路;铝箔过长.3.缺胶造成原因,加水口各工位巡查力度,必须符合要求后方可流入下一工位.备注陈继成订单号物料编号车间生产日报表日期:ww12080006ww12080006订单数量投入数量投入人数标准产能600006000026600006000025应到人数80实到人数80不良数新进人数1辞工人数1旷工人数改善措施6备注请假1人物料状况订单号计划排程订间数量领料数量未领数量入库数量3200/天60000312060000核准审核表日期:实际产能达成率备注1680a线1440b线不良现象65累计入库量节佘量备注制表陈继成







发表评论取消回复